The RPC1823 represents a significant advancement in professional-grade equipment protection, delivering uncompromising performance for mission-critical applications where failure is not an option. This transport system embodies the perfect synthesis of advanced material science, precision engineering, and practical field functionality. Engineered to exceed the most demanding professional standards, the RPC1823 provides an integrated protection ecosystem that safeguards valuable equipment against extreme environmental conditions, physical impact, and the rigors of frequent transportation. The case's comprehensive design philosophy addresses every aspect of equipment security - from transportation dynamics and environmental sealing to access control and organizational management. Through strategic implementation of proprietary technologies and premium components, this protection system ensures sensitive instruments, electronic equipment, and specialized tools maintain perfect operational condition regardless of external challenges. The RPC1823 establishes new benchmarks for reliability in hostile environments while maintaining exceptional user convenience through its thoughtfully engineered features and accessories.
Engineering Advantages and Performance Features
Comprehensive Environmental Defense System
The foundation of the RPC1823's protective capabilities begins with its certified watertight IP67 rating, ensuring complete protection against moisture intrusion and temporary immersion. This environmental security is reinforced through a precision-engineered O-ring seal that creates an impermeable barrier against dust, debris, and liquid contaminants. The case's structural integrity is maintained through robust crushproof construction and integrated dustproof sealing systems, preserving contents even under substantial mechanical stress. The innovative automatic pressure equalization valve actively manages internal atmospheric conditions to prevent seal compromise during rapid altitude or temperature variations, maintaining consistent performance across diverse operational environments from sea level to high-altitude applications.
Advanced Material Architecture
At the core of the RPC1823's protective performance lies its revolutionary material composition, featuring high-impact Polypropylene with enhanced stamping resistance properties. This proprietary material formulation delivers exceptional shockproof characteristics and rugged durability, effectively absorbing and dispersing impact energy throughout the case structure. The advanced open-cell core Polypropylene matrix, reinforced with interwoven fiber glass stratification, creates an exceptionally strong yet remarkably light weight structural foundation. This sophisticated material technology provides superior impact resistance while significantly reducing overall case mass, enabling greater payload capacity and reduced operator fatigue during extended transport operations across challenging conditions and terrain.
Optimized Mobility Engineering
The transportation system incorporates commercial-grade polyurethane wheels specifically engineered for maximum load distribution and extended service life. These are complemented by corrosion-resistant stainless steel bearings that ensure smooth, consistent rotation across varied surfaces. A heavy-duty retractable extension trolley handle provides multiple height adjustments and positive locking mechanisms, facilitating optimal maneuverability through congested facilities, uneven surfaces, and confined spaces while maintaining minimal storage requirements when fully retracted. The integrated mobility system represents an ideal balance between transportation efficiency and structural durability for professional applications.
Enhanced Security and Access Systems
Reinforced stainless steel hardware is strategically implemented throughout all critical stress points and connection interfaces, ensuring long-term structural reliability under continuous heavy loading conditions. Integrated padlock protectors shield security mechanisms from physical manipulation and environmental exposure while accommodating standard security padlocks. The specially engineered easy open latches enable rapid single-handed operation while maintaining consistent sealing pressure distribution, perfectly balancing immediate access requirements with reliable environmental protection. These integrated systems provide comprehensive security without compromising operational readiness or efficiency.
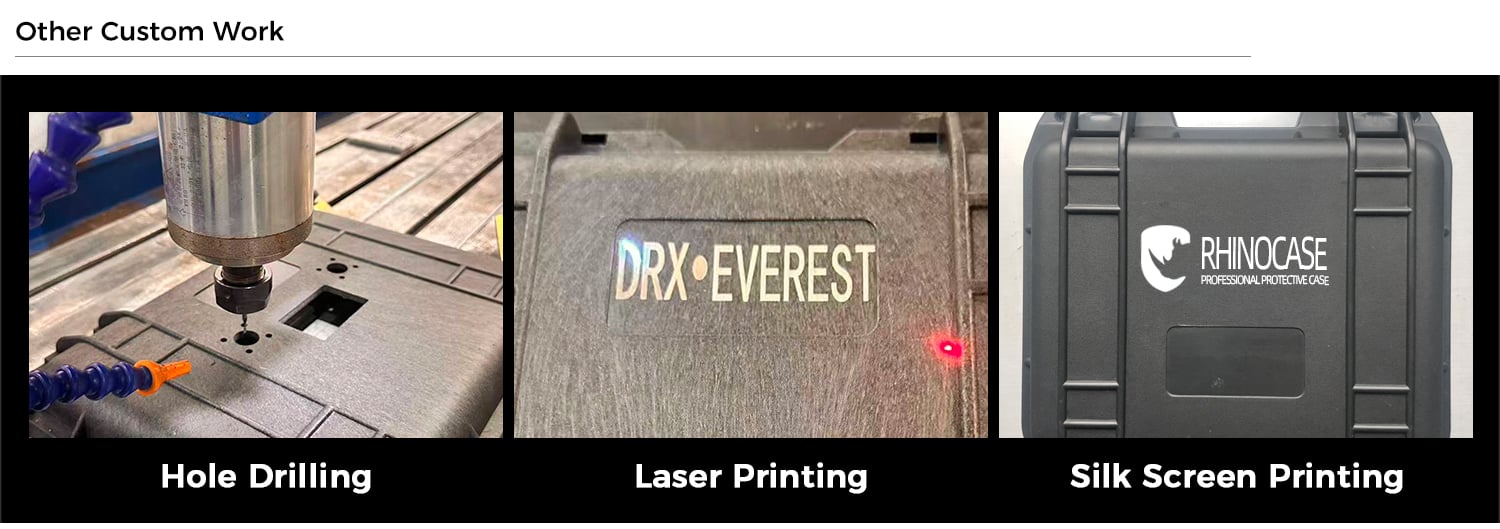
Customized Interior Management Solutions
The case features innovative pick and pluck foam manufactured through a proprietary process that maintains dimensional stability while allowing precise customization. Users can create perfectly fitted compartments for specific equipment configurations, eliminating internal movement during transit and storage. For specialized operational requirements, complete foam customization according to your request ensures optimal protection for complex instrument arrays and delicate components. The available personalized nameplate service facilitates professional branding implementation, asset identification protocols, and inventory management systems, adding both functional utility and organizational value to the protection system.
Ergonomic Handling and Durability Enhancement
Comfortable rubber over-molded top and side handles provide secure grip surfaces in all weather conditions, significantly reducing hand fatigue during manual transport operations. The rugged case construction exceeds standard crushproof specifications, maintaining complete structural integrity under substantial compressive forces. Combined with inherent dustproof characteristics, these features ensure reliable performance in challenging environments including construction sites, industrial facilities, and remote field locations. The ergonomic design considerations extend throughout the handling experience, from wheel dynamics to latch operation, creating a seamless user interface.
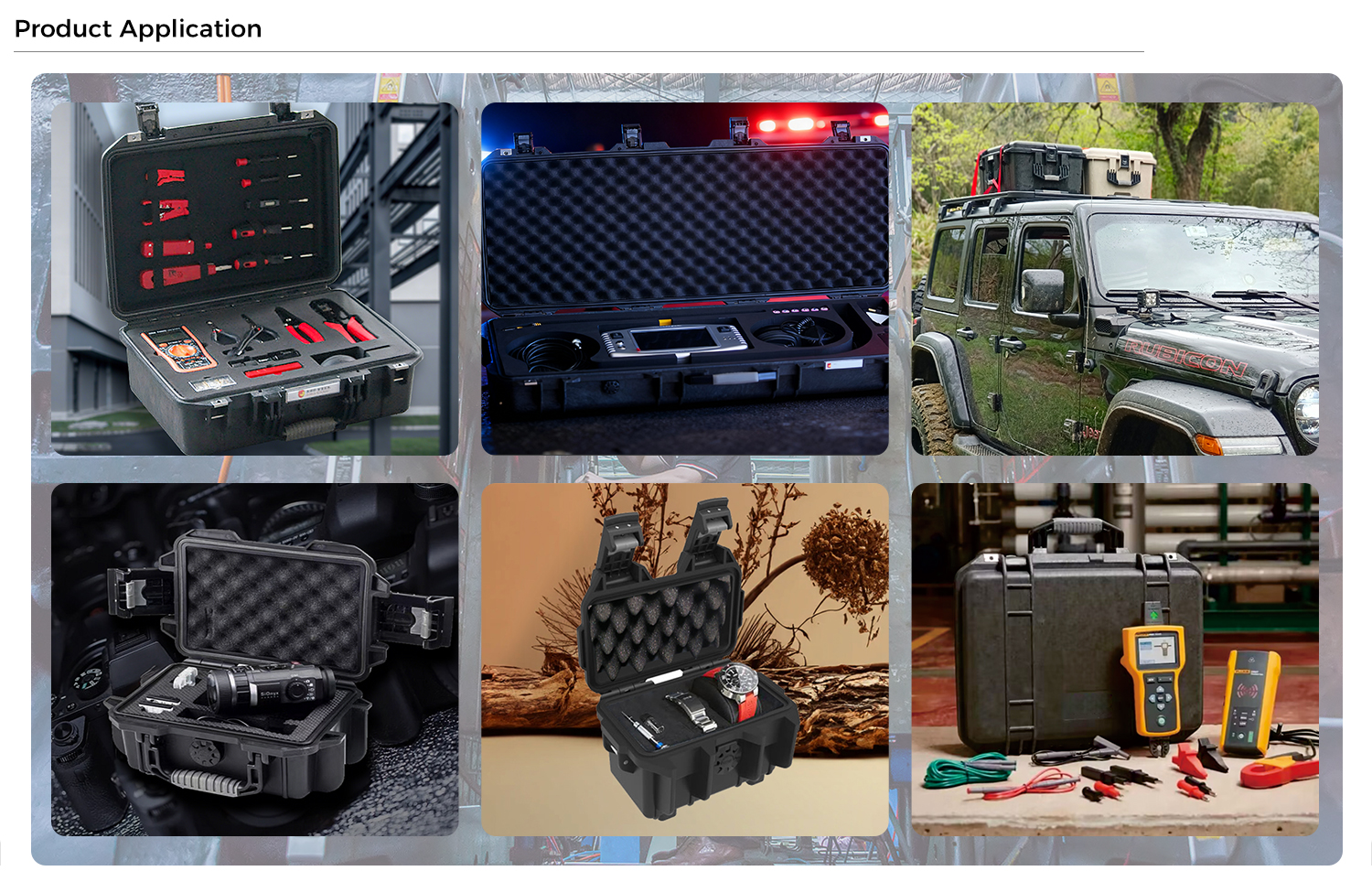
Professional Implementation Applications
The RPC1823 serves multiple professional sectors where equipment integrity directly influences operational success and reliability:
Military and Defense Operations: Provides secure transportation for tactical communication systems, surveillance equipment, and specialized military gear with protection against extreme environmental conditions, physical impact, and unauthorized access. The case's robust construction meets rigorous military standards for equipment preservation in demanding operational environments.
Broadcast and Media Production: Safeguards sensitive camera systems, audio recording equipment, and aerial drone technology during location production, offering reliable shock absorption and environmental sealing for sophisticated electronic systems. The customizable interior prevents equipment contact and movement during mobile operations and transportation.
Industrial and Manufacturing Applications: Protects precision measurement instruments, calibration tools, and diagnostic equipment in challenging plant environments, ensuring accuracy and reliability despite exposure to industrial contaminants, moisture, and physical impact. The case's structural integrity maintains equipment calibration through demanding transport conditions and storage situations.
Scientific Research and Field Exploration: Enables secure transportation of sensitive sampling equipment, data acquisition systems, and analytical instruments across diverse climates and terrains while maintaining organizational structure and immediate accessibility. The environmental sealing protects sensitive instruments from atmospheric contamination and moisture damage.
Energy and Infrastructure Development: Provides secure containment for testing apparatus, safety systems, and maintenance tools in power generation, resource extraction, and telecommunications applications with reliable performance in physically demanding environments. The mobility system facilitates equipment movement across challenging job site conditions and remote locations.
Emergency Response and Medical Services: Ensures sterile transport and immediate access for critical diagnostic equipment, emergency medical supplies, and communication devices with reliable physical protection and environmental isolation. The rapid access systems support time-sensitive operational requirements in critical situations.
Aviation and Aerospace Logistics: Maintains integrity of sensitive components, navigation equipment, and testing devices during ground transport and air shipping with specialized pressure equalization for altitude variations. The protective qualities ensure equipment readiness upon destination arrival despite changing atmospheric conditions.